Many tonnes/ann of aluminium are processed with DC casting methods for the productions of billets.
These solid geometrical elements are largely involved for the extrusion of profiles, then used by various industrial sectors, as tranportation, automotive, packaging, construction and aereospace, for their productions.
The role of Almec Tech is providing technology and high precision equipments for the casting process of billets.
The dimensions of the desired elements are possible to be adapted to different necessities. AT technicians can realize diffent diameters and lenghts to comply to the specificity of the cast house project.
EQUIPMENTS COMPONING THE MACHINE
A number of 6 equipments, are specificly dedicated to billet casting process. They represent the core of the casting machine.
The 6 equipments are:
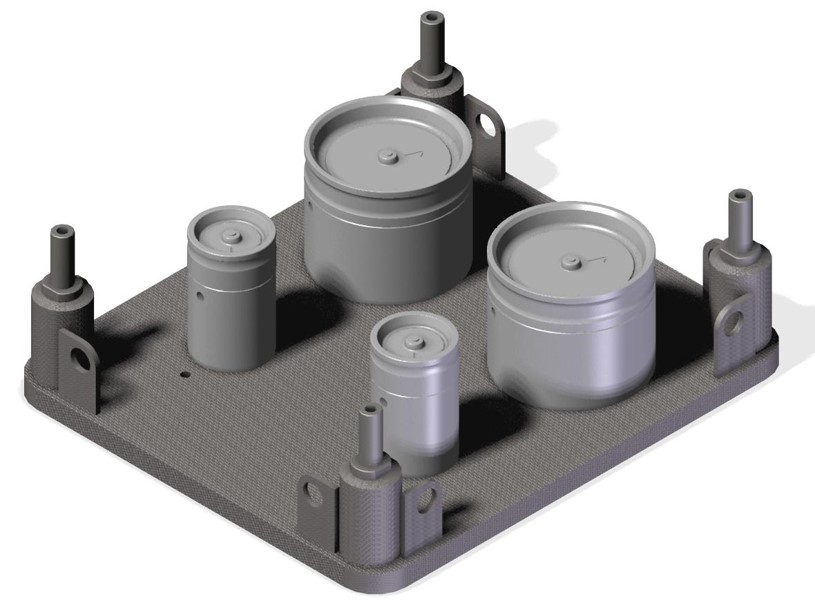
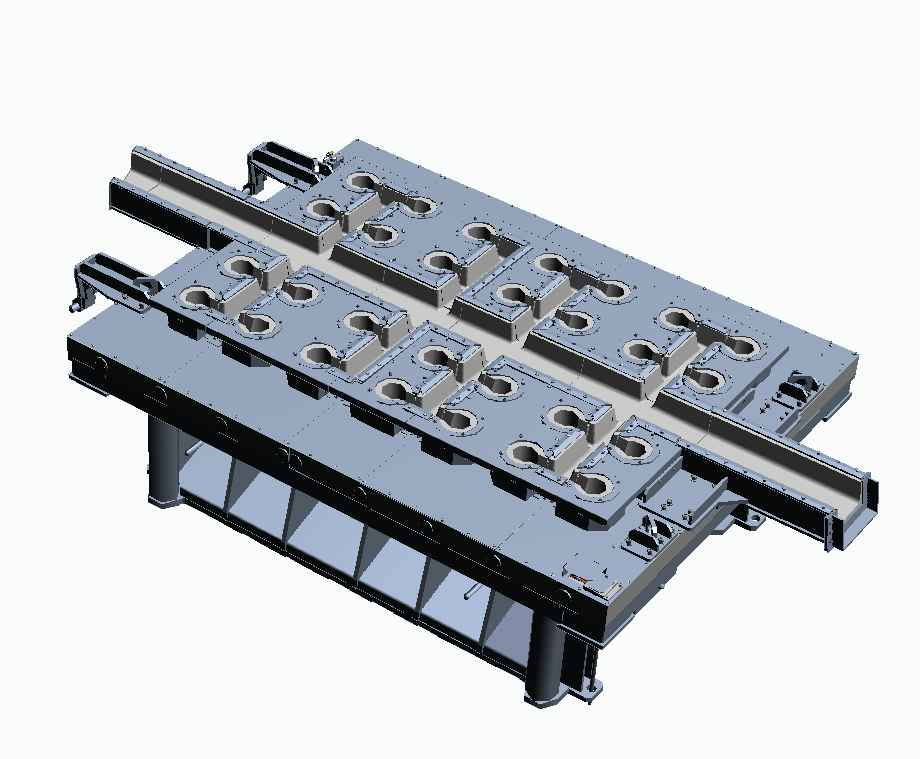
Starting head holder frame
A combination of elements representing the base where starting heads are pinned. It is provided of a frame where all elements are places, a support base for starting heads and centering pins for staring heads frame positioning.
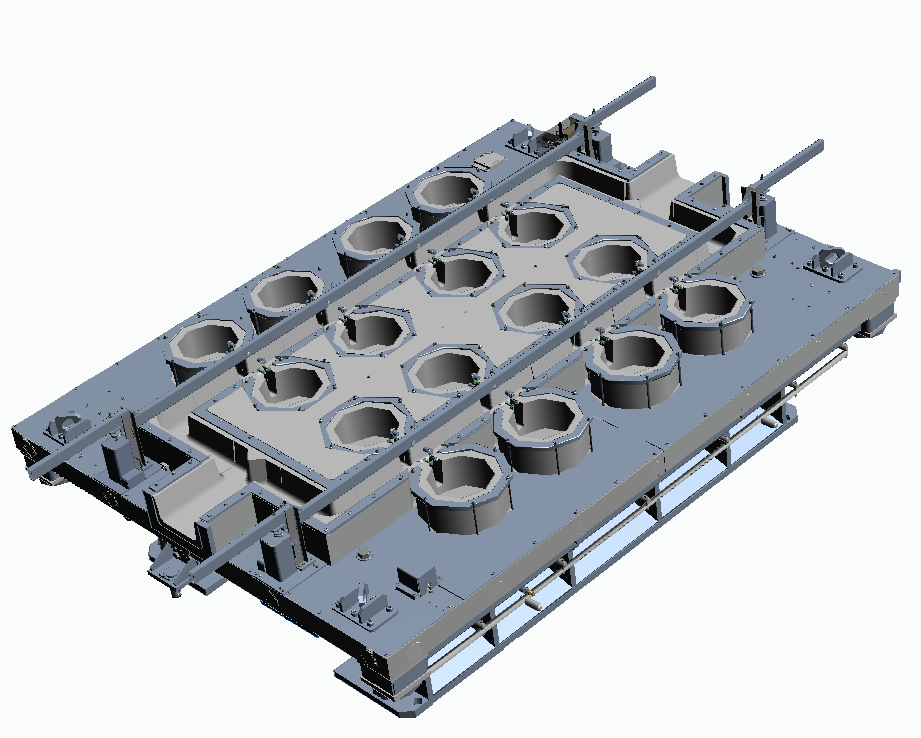
Moulds holder frame
A combination of elements representing the base where moulds are pinned. It consists in a frame holding all elements, centering pins for lauder positioning, centring holes for starting heads frame connection and oil connection.
Distribution Launder
Where melt aluminium flows, reaching finally the moulds. It is made of a load-bearing support structure and of a heat-resistant modular refractory material. The safety and resistance of the launder is guaranteed by insulating finishing works, such as adding a sheet of specific seals between the refractory parts and plastering any existing gap. It is fundamental to ensure the integrity of the launder before installation, in order to avoid cracks causing melt aluminium to overflow.
Available in two different options:
- with Header
- with Cross Feeder
Mould for billets
Almec Tech Hop-top System is a mould for billet casting, made in alloy.
It is composed of different elements of a strong geometry, made of reliable materials which allow a long lasting and a reduced maintenance.
The hot top mould is provided of an internal water circuit for cooling and solidification as “water blade” to make the flux and the water distribution more uniform.
The lubrication channel provides continous lubrication to the graphite, during casting process.
The resulting billet is a top quality product, with minimal shell-zone, uniform grain and according to international standards. With the multifunctional hot-top die it is possible to produce aluminum alloy billets from the 1000 to 7000 series.
Starting head for billets
Its shape can provide a uniform distribution of the molten metal during first filling and start cast. Equipped with a central cone that favors the grip of the material during casting, the axiality of the billet and the stability of the billet at the end of casting.
The rounded groove on the external surface avoids the backflow of water coming from the mould.
Service station for maintenance
The service station consists in a number of equipment dedicated to constant maintenance of all technology involved during casting processes.
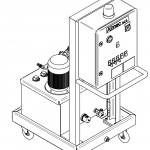
LUBRICATION UNIT FOR WORKING DESK
The lubrication unit is connected to the casting machine through the PLC which manages the lubrication cycling; it can also be used manuall, entering the data of the lubrication cycle directly on the electrical panel. The system is completed of a pump for transferring the lubricant from the drum. This function allows automatic topping up in case of lack of oil in the lubrication unit.
AIR WARMER FOR PREHEATING THE HOT TOP CASTING TABLE
The unit is studied for preheating the casting launder before casting operation, suppling constant warm air. Working cycle and pause cycle are easily settable through a timer place on the electrical panel. The unit is placed on a trolley and is completed of alarms for anomaly manage.
HOT TOP MAINTENANCE TABLE “ALMEC TECH G” and “ALMEC TECH O”
The maintenance table is equipped with all necessary instruments to carry out an efficient, quick and safe maintenance of the hot-top moulds.
It is provided of a revolving table with a heater for the moulds, with automatic ignition with timer. The system is also completed of a panel control. Nominal dimension: 2000 x 800 x 1500H mm.
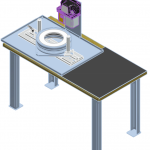
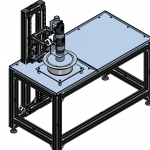
MAINTENANCE TABLE FOR CASTING TABLE
The maintenance equipment for casting table consists in a steel support structure, where the mould frame is placed for maintenance; an hydraulic cylinder with tilting option and locking sensors and vales; an hydraulic unit Lt 75, powering the system; PLC for tilting and general management.